
El día de hoy te hablaré del papel que desempeñan los pernos expulsores en el moldeo de plástico por inyección; conoceremos los tipos de componentes de botado y cómo seleccionarlos correctamente según sus usos y características. Si apenas te estás familiarizado con estos temas, no te preocupes, aquí empezaremos de a poco. Sigue leyendo y si al final te surge alguna duda, déjala en un comentario para ayudarte a resolverla.
¿Qué son los pernos expulsores?
Los pernos expulsores o botadores son varillas de acero maquinadas con diámetro y largo específico. Actualmente son los elementos más utilizados para expulsar una pieza del molde.
Una de las características más importantes de los pernos de expulsión, es que deben cumplir con tolerancias cerradas para deslizarse suavemente en el molde sin dejar marcas de botado y sin atascarse.
La ubicación de los pernos dentro de una cavidad o su ajuste en el molde, la determina el diseñador del molde tomando como referencia el área proyectada, superficie, tipo de resina, espesor de pared, temperatura de moldeo, etc.
Un buen acabado y durezas superficiales, evitarán que el perno se atasque en el molde asegurando una larga vida de servicio. El acabado superficial sugerido es de 0.4µ (micro).
Tipos de pernos
Hoy en día en la industria de inyección de plástico hay una gran variedad de pernos expulsores o botadores. La mayoría de ellos están fabricados en tamaños y geometrías estandarizadas, siendo los más comunes los de acero, los nitrurados y los de óxido negro. Sin embargo, es importante decir que aunque pueden ser utilizados en moldes de inyección de plástico, cada uno tiene características propias y está diseñado para ambientes de trabajo distintos.
Tomando esto en cuenta, hay que recordar que muchas veces, aún cuando los talleres de fabricación de moldes seleccionaron adecuadamente los botadores de acuerdo a sus criterios de diseño, un molde puede cambiar de destino ya sea por transferencia, cambio de maquilador, etc. Cuando algo así sucede, muchas veces quien recibe el molde no recibe los planos, ingeniería o BOM (Bill Of Material) y, además de perder información relevante, se corre el riesgo de cambiar o elegir mal los componentes de botado. Para que esto no suceda, más adelante mencionaré cómo podemos elegir correctamente nuestros pernos expulsores; mientras tanto, veamos a detalle las diversas opciones que hay en el mercado
Pernos básicos de acuerdo a su uso

Existen dos tipos básicos de pernos de acuerdo a su uso:
- Pernos cilíndricos rectos. Son los más comunes para todas las fuerzas de expulsión. Los encontramos en tamaños estándar que van de 1.5 a 25 mm de diámetro y en longitudes mayores de 653 mm.
- Pernos escalonados. Se utilizan cuando sólo una pequeña área de la pieza está disponible para la expulsión y cuando la fuerza requerida es menor. Los diámetros estándares para este tipo de pernos van de 1.5 a 3.0 mm y en longitudes mayores a 355 mm y con chaflanes de 12.7 ó 50.8 mm de longitud.
Aceros utilizados para expulsores
H13
El acero más común es el H13. Es un acero para herramientas endurecido por aire. Tiene una excelente resistencia contra golpes, contra la abrasión y cambios bruscos de temperatura. Se utiliza tanto para insertos como cavidades.
D2
Es un acero para herramientas endurecido por aire. Tiene un alto contenido de carbono y cromo que lo hacen altamente resistente al desgaste y a las altas temperaturas. Otras de sus propiedades importantes es su buena capacidad de rectificado y maquinado, y que minimiza tanto el astillado como grietas. Este acero se recomienda para aplicaciones donde se requiere alta estabilidad dimensional.
Pernos rectos
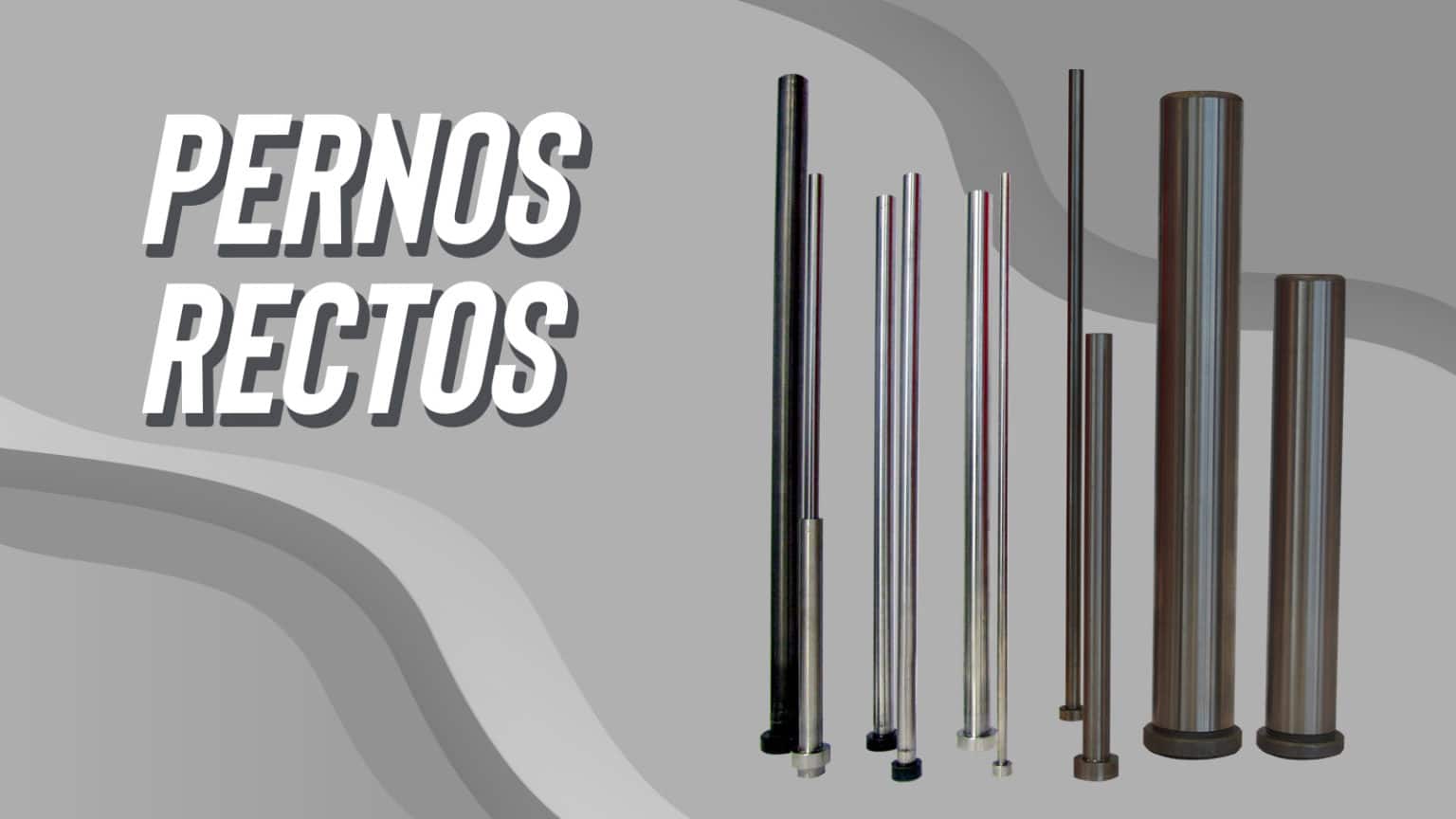
- Pernos endurecidos (Hardened Throughout)
- Pernos nitrurados
- Botadores de óxido negro
Pernos endurecidos (Hardened Throughout)
Estos pernos tienen una dureza completa: en su interior es de 50-52 Rc y en su exterior de 62-65 HRC. Gracias a esta característica tienen mayor tiempo de vida útil y soportan temperaturas menores a 200ºC, por lo que se usan principalmente en moldes de inyección de plástico.
No se recomienda maquinarlos.
Pernos nitrurados
Este tipo es el más recomendado para los moldes de inyección de plástico donde la temperatura de trabajo es mayor a 200ºC. Debido a su dureza interna de 40-45 HRC y a su dureza superficial de 65-74 HRC en una capa de 4 a 10 micras, tienen mayor resistencia y durabilidad en altas temperaturas.
Estos pernos también son utilizados en moldes para fundición a presión. La diferencia entre estos y los pernos endurecidos, es que los nitrurados suelen astillarse más rápido.
No se recomienda maquinarlos ni siquiera para darles alguna figura, ya que al hacerlo se le quita la superficie dura y se deja expuesto el núcleo o centro suave del perno, provocando que se quiebren fácilmente.
Botadores de óxido negro
Estos pernos fueron desarrollados para trabajar en temperaturas mayores a 600ºC. El tratamiento de óxido negro como recubrimiento en todo el cuerpo del botador, es lo que les permite trabajar en altas temperaturas. Además, este tratamiento especial funciona como autolubricante minimizando la fricción.
Otros componentes de botado o pernos de expulsión
Aparte de los pernos botadores rectos que acabamos de ver, también hay otros componentes de botado o expulsión que debemos conocer:
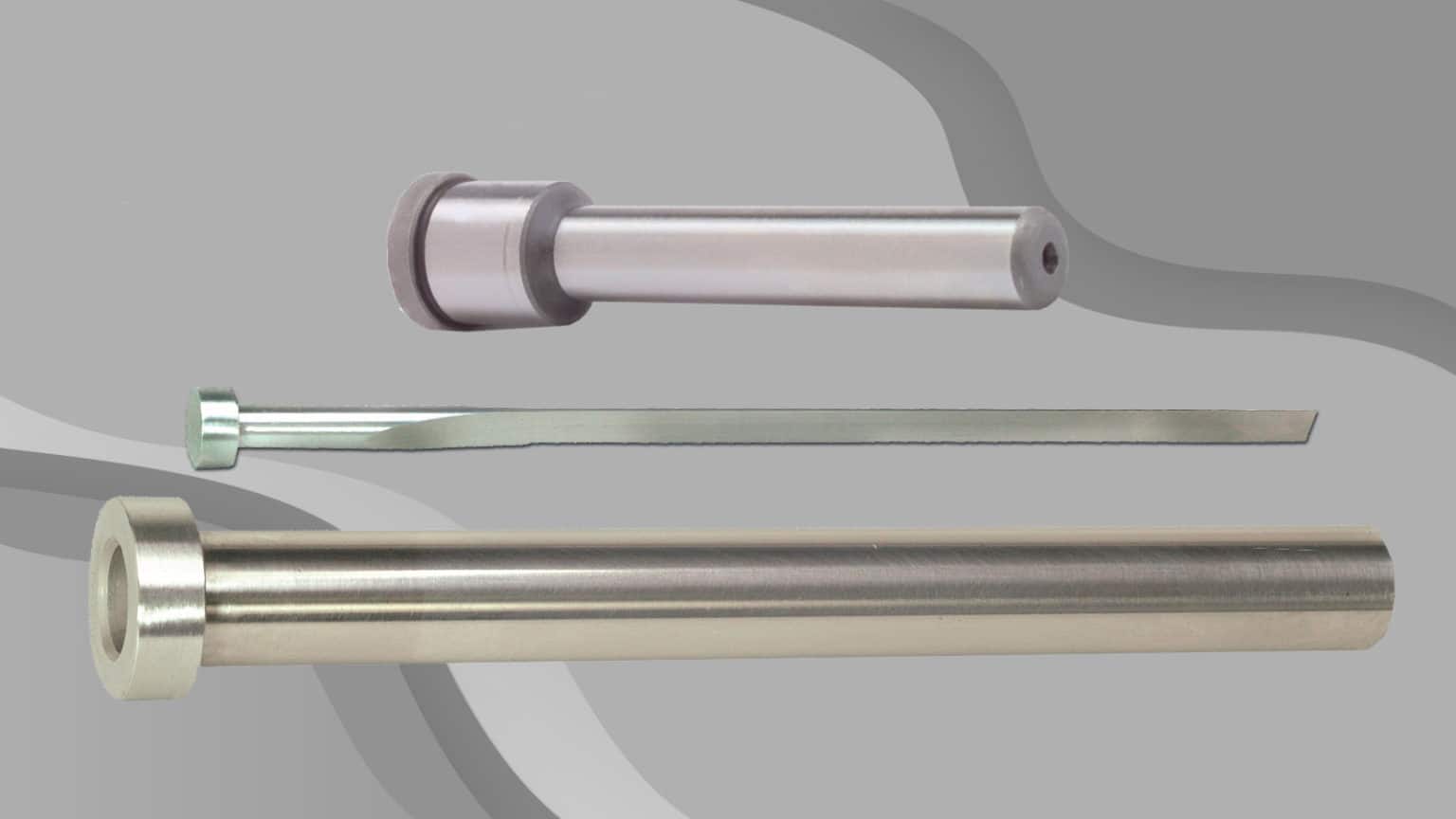
- Pernos con hombro
- Mangas botadoras
- Pernos expulsores laminares o espadas
Pernos con hombro
Estos pernos son de un diámetro menor en la punta, por lo que es muy importante tener un diámetro mayor como refuerzo para poder empujar las piezas de plástico con la fuerza necesaria sin correr el riesgo de ruptura.
Mangas botadoras
La manga botadora es un sistema de expulsión utilizado para aplicar fuerza en la pieza moldeada y ayudarla a salir. También sirve como guía para el botador cuando éste no puede expulsar las piezas.
Pernos expulsores laminados o espadas
Estos pernos son utilizados cuando el área de expulsión es pequeña y resulta insuficiente para que la pieza sea expulsada mediante un botador de diámetro menor. Se usa para tener mayor área de contacto, o cuando la pieza tiene costillas o ranuras y es imposible colocar un expulsor con punta redonda.
Cómo seleccionar correctamente sus componentes de botado

Ya que conocimos los tipos de pernos expulsores y otros componentes de botado, es momento de aprender a seleccionarlos correctamente. En este punto, es imprescindible considerar la temperatura de trabajo, ya que ésta afecta directamente la durabilidad del perno botador.
Otro factor que se debe tomar en cuenta es el diámetro del perno expulsor, ya que si éste es demasiado delgado puede causar problemas de inestabilidad.
Por otro lado, para seleccionar correctamente las dimensiones del perno, se deben tomar en cuenta estas reglas generales:
- Usar de preferencia medidas estándar
- Elegir los pernos lo más largo posible
- Se deben evitar los tamaños de 3 mm o menos, especialmente si la longitud del perno es mayor a 50 veces el diámetro.
Si estás en busca de pernos expulsores o componentes de botado de calidad, te recomiendo visitar el sitio web de PRIVARSA y contactar a su equipo de expertos. Además de recibir la mejor atención, aquí encontrarás una amplia variedad de stock en diferentes diámetros y largos con las 3 normas de fabricación:
- Para moldes fabricados bajo la norma Imperial o pulgadas (estándar)
- Moldes fabricados en Europa bajo la norma métrica DIN
- Para moldes de Asia fabricados bajo la norma japonesa JIS
Gracias por haber leído este artículo hasta el final. También te puede interesar leer Por qué se rompen los pernos botadores.